观看衡山 当地 不锈钢-【304不锈钢板】货源直销产品视频,让购买决策更有依据。产品优点和特点一目了然,助您明智选择。
以下是:衡山 当地 不锈钢-【304不锈钢板】货源直销的图文介绍
衡山不锈钢花纹板的详细介绍
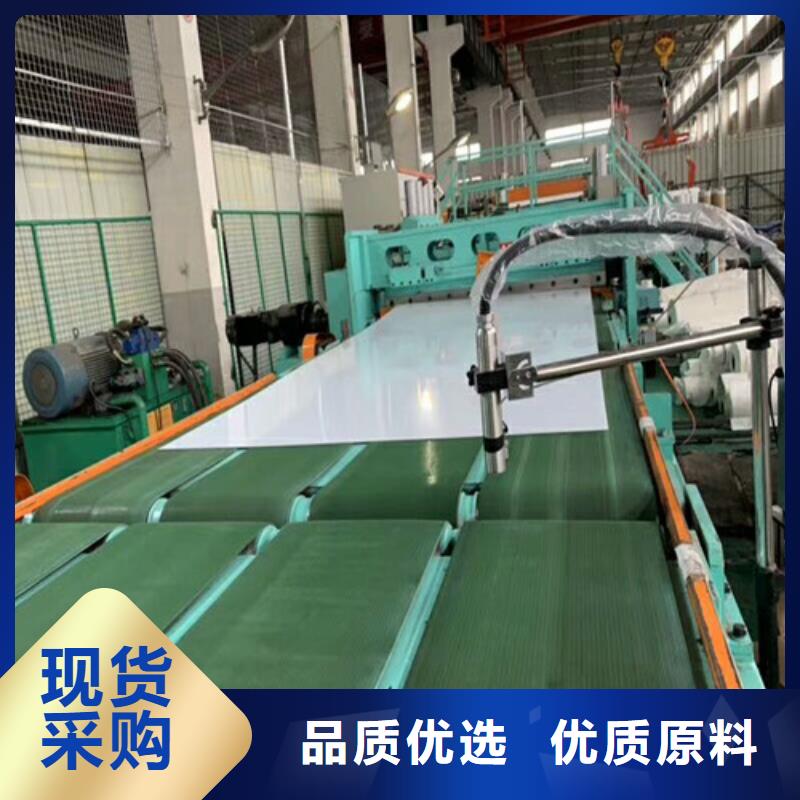
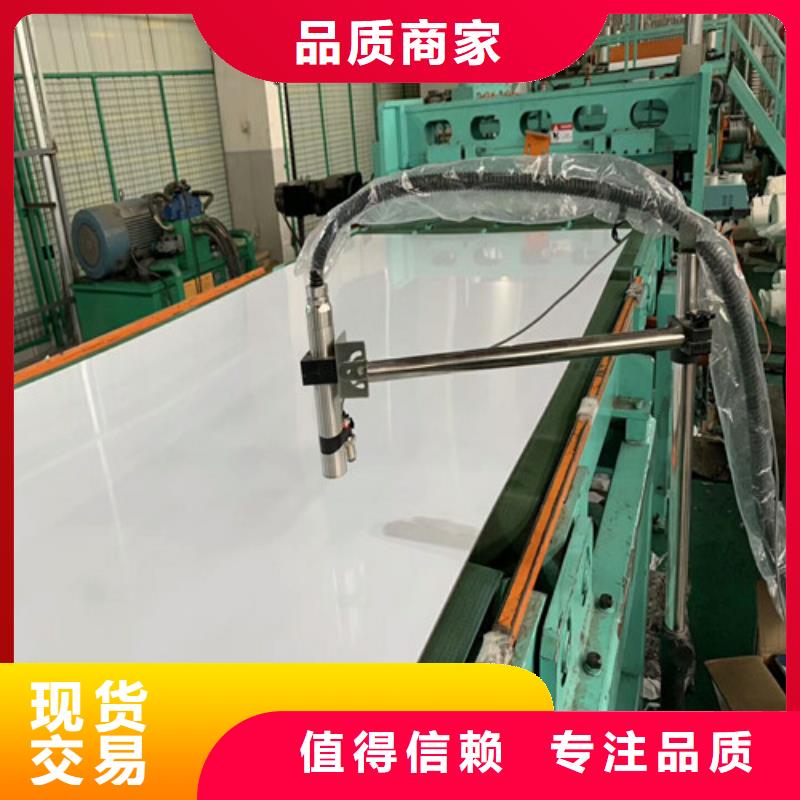
实力工厂甄选好物

仅含铬的Cr17型铁衡山素体不锈钢,如1Cr17,1Cr17Ti,0Cr17Ti,00Cr17Ti,当在含有Cl-的水介质中使用时,常常由于耐全面腐蚀和孔蚀性能不好而受到限制。含钼的衡山Cr18Mo2型不锈钢不仅可弥补无钼Cr17型钢的此种不足,而且其耐醋酸等有机酸腐蚀的性能也会显著提高。因此,Cr18Mo2 型钢即可用于耐弱介质孔蚀的换热设备,也可用于耐醋酸等用途中。由于碳、氮含量较前述1Cr17Mo2Ti为低,因此,衡山00Cr18Mo2和高纯Cr18Mo2具有远较1Cr17Mo2Ti为佳的塑、韧性和可焊性。 含C+N≤150ppm的高纯Cr26Mo1 铁素体不锈钢是高纯铁素体不锈钢中发展早的一种。它的性能特点是脆性转变温度低;耐氯化物和含氧化剂(NaClO3)和NaOH的应力腐蚀性能好,主要用作耐酸、碱设备以及各种水冷换热设备和隔膜法固碱降膜蒸发器等。
精选原材
注重细节
工序严控
价格实惠
厂家直销
支持定制

昌盛源金属有限公司
10年以上衡山不锈钢花纹板生产经验
昌盛源金属有限公司成立以来,以“让昌盛源金属有限公司走向世界”为目标,坚持“实用、耐用、节能、高效”的生产理念,不断引进国内外技术,致力于 衡山不锈钢花纹板、的研发和制造。





 扫一扫
扫一扫









